Calentadores de contacto eléctricos
 El calentamiento por contacto eléctrico por resistencia se utiliza para calefacción, soldadura por contacto, laminación en la restauración de piezas desgastadas y tuberías de calefacción.
El calentamiento por contacto eléctrico por resistencia se utiliza para calefacción, soldadura por contacto, laminación en la restauración de piezas desgastadas y tuberías de calefacción.
Por calentamiento, se utiliza como principal método de calentamiento de piezas y piezas para su posterior tratamiento a presión o tratamiento térmico, así como parte integrante del calentamiento tecnológico en combinación con otras operaciones en la producción de piezas semiacabadas o acabadas. Mediante el calentamiento, la energía eléctrica se convierte en energía térmica directamente en partes o detalles incluidos en el circuito eléctrico. Tanto la corriente continua como la alterna generalmente se pueden usar para calentar.
En las instalaciones de contactos eléctricos, la corriente alterna se usa ampliamente, ya que las corrientes requeridas para calentar en miles y decenas de miles de amperios a un voltaje de varios voltios se pueden obtener más fácilmente solo con la ayuda de transformadores de corriente alterna. Las instalaciones para el calentamiento eléctrico por contacto de piezas o detalles se dividen en monoposición y multiposición (Fig. 1).
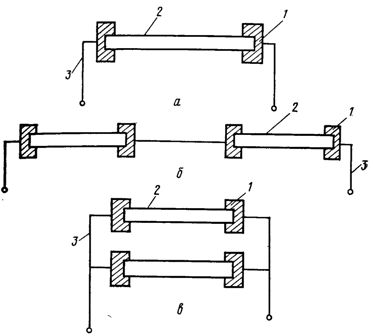
Arroz. 1. Esquemas de dispositivos de posición única (a) y de posición múltiple con inclusión de detalles en serie (b) y paralelo (c) en un circuito eléctrico: 1-contacto de sujeción para corriente actual; 2 — detalle calentado; 3 — cable de suministro de corriente.
Dependiendo de la tasa de calentamiento requerida y la productividad de la línea tecnológica, se utiliza uno u otro esquema. Por razones técnicas y económicas, es más ventajoso utilizar un esquema de mioposición con una conexión en serie de las piezas calentadas al circuito eléctrico, ya que en este caso cualquier velocidad dada de entrega de las piezas calentadas está asegurada por un aumento gradual de su temperatura. a un valor predeterminado moviendo los detalles de una posición a otra.
Independientemente del esquema para incluir las partes calentadas en el circuito eléctrico, la carga de corriente en los puntos de contacto de los contactos que llevan corriente con la pieza de trabajo calentada tiene una gran influencia en los indicadores tecnológicos, eléctricos y técnicos y económicos de las instalaciones de contactos eléctricos. . La carga de corriente se reduce enfriando y presurizando los contactos, así como usando abrazaderas con contactos radiales y finales.
Las instalaciones de contactos eléctricos monofásicos y trifásicos se pueden utilizar en empresas de reparación. Las instalaciones trifásicas son más eficientes que las instalaciones monofásicas de un solo puesto de las mismas prestaciones, ya que proporcionan una carga uniforme en las fases de la red de suministro y reducen la carga de corriente en cada fase.
La opción de calefacción por contacto eléctrico e instalación de calefacción se selecciona según las condiciones específicas.
Las principales características eléctricas de las instalaciones de calentamiento por contacto eléctrico.
Para cada instalación de contactos eléctricos se determinan los siguientes parámetros de diseño:
-
poder del transformador de poder,
-
la corriente eléctrica requerida en el circuito secundario,
-
tensión en la pieza o pieza calentada,
-
eficiencia
-
Factor de potencia.
Los datos iniciales para el cálculo de instalaciones de contactos eléctricos son:
-
clase de materiales,
-
masa de la parte calentada y sus dimensiones geométricas
-
tensión de alimentación,
-
temperatura y tiempo de calentamiento.
Potencia aparente, V ∙ A, de un transformador de potencia para un dispositivo de una posición:

donde kz = 1.1 ...1.3 — factor de seguridad; F — flujo de calor útil; ηtotal — eficiencia global de la instalación; ηe — eficiencia eléctrica; ηt — eficiencia térmica; ηtr — eficiencia del transformador de potencia.
Intensidad de corriente, A, en el circuito secundario cuando la pieza de trabajo se calienta a una temperatura superior al punto de conversión magnética
donde ρ es la densidad del material de la pieza de trabajo, kg / m3; ΔT = T2 — T1 es la diferencia entre la temperatura final T2 y la inicial T1 del calentamiento de la pieza, K; σ2 - área de la sección transversal de la pieza de trabajo, m2.
El tiempo de calentamiento depende del diámetro de la pieza de trabajo y de la diferencia de temperatura a lo largo de la longitud y la sección transversal. De acuerdo con las condiciones tecnológicas, la diferencia de temperatura entre las capas interna y superficial de la pieza de trabajo calentada no debe exceder ΔТП = 100 K. Las dependencias gráficas calculadas y experimentales para determinar el tiempo de calentamiento se dan en la literatura de referencia.
En cálculos prácticos, el tiempo de calentamiento, s, de piezas cilíndricas en bruto con un diámetro de d2 = 0,02 … 0, l m s ΔTP = 100 K puede determinarse mediante la fórmula empírica

Si la pieza de trabajo se calienta a una temperatura por debajo del punto de conversión magnética, al determinar la corriente en el circuito secundario, es necesario tener en cuenta el efecto de superficie, cuyo grado de influencia depende de la permeabilidad magnética.
Con respecto al calentamiento por contacto eléctrico, la dependencia empírica que establece la relación entre la corriente I2, la permeabilidad magnética relativa μr2 de la pieza y su diámetro tiene la forma
En los cálculos prácticos, generalmente se dan con diferentes valores de μr2, y la fuerza actual I2 está determinada por las fórmulas. El mismo valor de amperaje encontrado a partir de las fórmulas dadas (2) y (4) será el valor deseado en un momento determinado. De acuerdo con los valores calculados de I2 y Z2, el voltaje, V, en el circuito secundario viene dado por la expresión

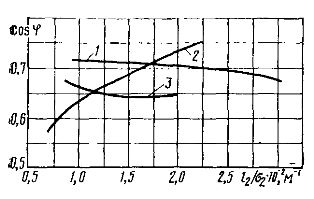
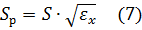
Arroz. 2. Dependencia del cosφ de las instalaciones de contactos eléctricos en la relación l2 / σ2: 1 — para una instalación de dos posiciones con calentamiento variable de dos espacios en blanco; 2 — para instalación de dos posiciones con calentamiento simultáneo de dos caldos; 3 — para instalación de una posición.
A la hora de determinar las principales características eléctricas de una instalación de contactos eléctricos, es necesario tener en cuenta que los parámetros físicos de la pieza y los parámetros eléctricos de la instalación cambian durante el proceso de calentamiento. El calor específico cm y la resistencia eléctrica específica del conductor ρт cambian según la temperatura, y cosφ, η y t — según la temperatura, la construcción y el tipo tecnológico de instalación y el número de posiciones de calentamiento.
De acuerdo con las dependencias experimentales gráficas (Fig. 2, 3), cosφ y ηtotal se determinan según la relación entre la longitud de la pieza de trabajo l2 y σ2. Los valores requeridos de S, l2 y U2 se pueden obtener sustituyendo los valores correspondientes de las cantidades variables en las fórmulas (1), (2), (4) y (5). En los cálculos prácticos, los valores promedio de cm, ρt, η, t y cosφ generalmente se sustituyen en las fórmulas y el valor promedio de potencia, corriente o voltaje se determina durante el intervalo de temperatura de calentamiento asumido.
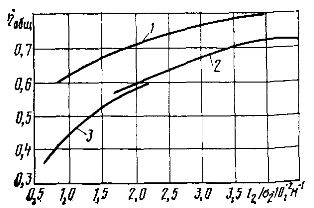
Arroz. 3. Dependencia de la eficiencia general de las instalaciones de electrocontacto en la relación l2 / σ2: 1 — para una instalación de dos posiciones con calentamiento variable de dos piezas de trabajo; 2 — para instalación de dos posiciones con calentamiento simultáneo de dos piezas de trabajo; 3 — para instalación de una posición.
Los transformadores de potencia de las instalaciones de contactos eléctricos funcionan en un modo periódico, que se caracteriza por la duración relativa del encendido.
donde tn es el tiempo para calentar los espacios en blanco, s; t3 — tiempo de las operaciones de descarga y transporte de la carga, sec.
La potencia nominal total, kVA, de un transformador de potencia, teniendo en cuenta εx, viene determinada por la expresión
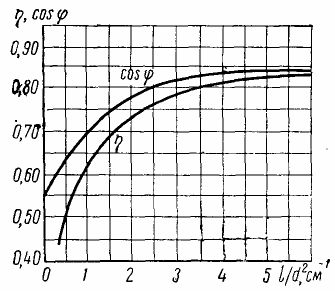
Arroz. 4. Dependencia de la eficiencia y el factor de potencia de una instalación de calentamiento por contacto eléctrico de las dimensiones de la pieza